Der Siebdruck als Druckverfahren
Der Siebdruck ist ein Druckverfahren, bei dem die Druckfarbe mittels einer Rakel durch ein Sieb auf den Bedruckstoff übertragen wird. Dieser Schablonendruck sorgt für einen satten Farbauftrag.Neben dem Hochdruck, Tiefdruck und Flachdruck gilt der Siebdruck laut DIN-Normungsausschuss als viertes Hauptdruckverfahren. Beim Siebdruck handelt es sich um eine Drucktechnik, bei der die zu verwendende Farbe mit Hilfe einer Rakel durch eine Druckform hindurchgepresst wird und anschließend am Bedruckstoff haften bleibt. Das beschichtete Sieb als Druckform ist dabei als Schablone zu betrachten, weshalb man beim Siebdruck auch vom Durchdruck spricht.
Siebdruck bietet enormen Farbauftrag
Viele Werbeprodukte und sonstige Druckerzeugnisse werden heute vielfach mittels Digitaldruck gefertigt, dennoch hat der Siebdruck ein großes und ebenso wichtiges Angebotsspektrum. Vor allem im grafischen Bereich ist er bei Kleinauflagen konkurrenzfähig. Nicht nur Werbe- und Verkehrsschilder werden im Siebdruck gefertigt, sondern auch Fahnen, Flaggen und Plakate. Entscheidet man sich beispielsweise für den Druck eines Großplakats, bringt der Siebdruck entscheidende Vorteile – nämlich einen starken Farbauftrag, eine hohe Plastizität und lange Lebensdauer.
Aufgrund seines satten Farbauftrags kommt der Siebdruck oft als Druckverfahren für Kunstdrucke zum Einsatz.
Viele Werbeprodukte und sonstige Druckerzeugnisse werden heute vielfach mittels Digitaldruck gefertigt, dennoch hat der Siebdruck ein großes und ebenso wichtiges Angebotsspektrum. Vor allem im grafischen Bereich ist er bei Kleinauflagen konkurrenzfähig. Nicht nur Werbe- und Verkehrsschilder werden im Siebdruck gefertigt, sondern auch Fahnen, Flaggen und Plakate. Entscheidet man sich beispielsweise für den Druck eines Großplakats, bringt der Siebdruck entscheidende Vorteile – nämlich einen starken Farbauftrag, eine hohe Plastizität und lange Lebensdauer.
Aufgrund seines satten Farbauftrags kommt der Siebdruck oft als Druckverfahren für Kunstdrucke zum Einsatz.
Was im Siebdruck gedruckt wird
- Fahrzeugscheiben, elektronische Leiterplatten und Platinen
- CD´s / DVD´s, Feuerzeuge, Kugelschreiber
- Werbeschilder, Verkehrsschilder
- Aufkleber, Visitenkarten, Plakate
- Sicherheitsschilder für Betriebe
- Fahnen, Flaggen, T-Shirts
Was im Siebdruck also bedruckt wird (Bedruckstoffe)
- Glas
- Textilien
- Metalle, Bleche
- Papier, Kartons
- Kunststoffe / Acryl / Folien
Das Sieb – Druckform im Siebdruck
Das Sieb als gesamte Druckform setzt sich aus dem Siebrahmen, dem Gewebe sowie der aufgebrachten Kopierschicht zusammen. Oftmals besteht der Siebrahmen noch aus Holz, doch überwiegend wird er aus Metall gefertigt, um ein Verziehen des Materials zu vermeiden.
Beim Bedrucken muss zwischen dem Sieb und dem Bedruckstoff ein Abstand vorhanden sein – der sogenannte Absprung. Außer beim Nass-in-Nass T-Shirt Druck muss der Absprung immer vorhanden und einstellbar sein, da es sonst zu Schmierereien im Druckbild kommt. Auch wird so verhindert, dass der Bedruckstoff am Sieb haften bleibt.
Das Sieb als gesamte Druckform setzt sich aus dem Siebrahmen, dem Gewebe sowie der aufgebrachten Kopierschicht zusammen. Oftmals besteht der Siebrahmen noch aus Holz, doch überwiegend wird er aus Metall gefertigt, um ein Verziehen des Materials zu vermeiden.
Beim Bedrucken muss zwischen dem Sieb und dem Bedruckstoff ein Abstand vorhanden sein – der sogenannte Absprung. Außer beim Nass-in-Nass T-Shirt Druck muss der Absprung immer vorhanden und einstellbar sein, da es sonst zu Schmierereien im Druckbild kommt. Auch wird so verhindert, dass der Bedruckstoff am Sieb haften bleibt.
Bücher zum Thema Siebdruck
 Muster drucken: Ideen und Projekte vom Stempel-... Muster drucken: Ideen und Projekte vom Stempel-... |  Siebdruck. Technik. Praxis. Geschichte. Siebdruck. Technik. Praxis. Geschichte.Nur EUR 12,68 |  Bunt bedruckt mit Sieb und Schablone Bunt bedruckt mit Sieb und SchabloneNur EUR 6,90 |
Das Gewebe – die Maschenöffnungen lassen die Farbe hindurch
Das Gewebe des Siebes sorgt aufgrund der überkreuzten Fäden für Maschenöffnungen, welche beim Drucken die Farbe hindurch lassen. Doch ebenso stellt das Siebgewebe den Schablonenträger der gesamten Druckfo rm dar. Folglich ist die Kopierschicht, die auf das Gewebe aufgetragen wird, nach dem Trocknen die Voraussetzung für eine Schablonenherstellung.
rm dar. Folglich ist die Kopierschicht, die auf das Gewebe aufgetragen wird, nach dem Trocknen die Voraussetzung für eine Schablonenherstellung.
Da die einzelnen Fäden sich über- und unterkreuzen ergibt das im Gesamten eine Gitterstruktur, welche schlussendlich das Gewebe ausmacht. Dieses wird anschließend über den Siebrahmen gespannt und mit speziellen Klebern auf dem Rahmen befestigt.
Früher noch nutzte man ein Seidengewebe, doch heute wird ein Polyestergewebe oder Metallgewebe verwendet. Polyestergewebe wird deshalb bevorzugt, weil es resistent gegen Feuchtigkeit und Temperatureinflüssen ist und eine hohe Dehnungsstabilität aufweist. Und die aus feinen Stahldrähten bestehenden Metallgewebe kommen hauptsächlich beim Leiterplattendruck zum Einsatz. Der Grund ist die geringe Dehnfähigkeit sowie Knick- und Stoßempfindlichkeit, wodurch letztendlich feinste Druckresultate erzielt werden können.
Das Gewebe des Siebes sorgt aufgrund der überkreuzten Fäden für Maschenöffnungen, welche beim Drucken die Farbe hindurch lassen. Doch ebenso stellt das Siebgewebe den Schablonenträger der gesamten Druckfo
rm dar. Folglich ist die Kopierschicht, die auf das Gewebe aufgetragen wird, nach dem Trocknen die Voraussetzung für eine Schablonenherstellung.Da die einzelnen Fäden sich über- und unterkreuzen ergibt das im Gesamten eine Gitterstruktur, welche schlussendlich das Gewebe ausmacht. Dieses wird anschließend über den Siebrahmen gespannt und mit speziellen Klebern auf dem Rahmen befestigt.
Früher noch nutzte man ein Seidengewebe, doch heute wird ein Polyestergewebe oder Metallgewebe verwendet. Polyestergewebe wird deshalb bevorzugt, weil es resistent gegen Feuchtigkeit und Temperatureinflüssen ist und eine hohe Dehnungsstabilität aufweist. Und die aus feinen Stahldrähten bestehenden Metallgewebe kommen hauptsächlich beim Leiterplattendruck zum Einsatz. Der Grund ist die geringe Dehnfähigkeit sowie Knick- und Stoßempfindlichkeit, wodurch letztendlich feinste Druckresultate erzielt werden können.
Fadenanzahl des Gewebes
Die Fadenanzahl, welche in Linien pro Zentimeter angegeben wird, zeigt folglich an, wie viele Fäden sich auf einem Zentimeter befinden. So hat ein 120´er Sieb also 120 L/cm. Anhand dieser Angaben lässt sich feststellen, ob das entsprechende Gewebe des Siebes für den Rasterdruck oder den Flächendruck zu nutzen ist. Je mehr Fäden pro Zentimeter, desto besser ist das Gewebe für Feinheiten beim Drucken geeignet. Sind weniger L/cm vorhanden, wird das Siebgewebe für Drucke verwendet, die nahezu keine oder nur geringfügige Feinheiten besitzen.
Die Fadenanzahl, welche in Linien pro Zentimeter angegeben wird, zeigt folglich an, wie viele Fäden sich auf einem Zentimeter befinden. So hat ein 120´er Sieb also 120 L/cm. Anhand dieser Angaben lässt sich feststellen, ob das entsprechende Gewebe des Siebes für den Rasterdruck oder den Flächendruck zu nutzen ist. Je mehr Fäden pro Zentimeter, desto besser ist das Gewebe für Feinheiten beim Drucken geeignet. Sind weniger L/cm vorhanden, wird das Siebgewebe für Drucke verwendet, die nahezu keine oder nur geringfügige Feinheiten besitzen.
Drucktechniken verstehen
 Drucktechniken. Das Handbuch zu allen Materiali... Drucktechniken. Das Handbuch zu allen Materiali... |  Das Praxisbuch der künstlerischen Drucktechniken Das Praxisbuch der künstlerischen Drucktechniken |  Handbuch Drucktechniken: Methoden und Projekte ... Handbuch Drucktechniken: Methoden und Projekte ... |
Die Kopierschicht des Siebes
Bei der Kopierschicht im Siebdruck handelt es sich um eine Drei-Komponenten-Schicht, die aus Verbindungen auf Polyvinylalkoholbasis besteht. Diese sind in Wasser gelöst und brauchen zur späteren Härtung einen Stabilisator, welcher beim Belichten mit dem UV-Licht reagiert.
Mit Hilfe einer Beschichtungsrinne wird die Schicht über das Gewebe gestrichen, wobei ein leichter Anpressdruck notwendig ist, sodass die Maschenöffnungen auch tatsächlich gefüllt werden. Beschichtet werden beide Seiten des Siebes – also die Rakelseite sowie die Druckseite. Wahlweise trägt man die Schicht doppelt oder dreifach auf – das richtet sich danach, wie stark die spätere Farbbrillanz sein soll und natürlich was für ein Motiv gedruckt werden soll. Nach dem Auftragen der Beschichtung ruht das gesamte Sieb im Trockenofen. Zu beachten ist, dass die Kopierschicht nach dem Trocknen lichtempfindlich ist, weshalb das Sieb sofort weiterverarbeitet werden (siehe Belichtung und Entwicklung) oder aber im Dunklen aufbewahrt werden muss.
Bei der Kopierschicht im Siebdruck handelt es sich um eine Drei-Komponenten-Schicht, die aus Verbindungen auf Polyvinylalkoholbasis besteht. Diese sind in Wasser gelöst und brauchen zur späteren Härtung einen Stabilisator, welcher beim Belichten mit dem UV-Licht reagiert.
Mit Hilfe einer Beschichtungsrinne wird die Schicht über das Gewebe gestrichen, wobei ein leichter Anpressdruck notwendig ist, sodass die Maschenöffnungen auch tatsächlich gefüllt werden. Beschichtet werden beide Seiten des Siebes – also die Rakelseite sowie die Druckseite. Wahlweise trägt man die Schicht doppelt oder dreifach auf – das richtet sich danach, wie stark die spätere Farbbrillanz sein soll und natürlich was für ein Motiv gedruckt werden soll. Nach dem Auftragen der Beschichtung ruht das gesamte Sieb im Trockenofen. Zu beachten ist, dass die Kopierschicht nach dem Trocknen lichtempfindlich ist, weshalb das Sieb sofort weiterverarbeitet werden (siehe Belichtung und Entwicklung) oder aber im Dunklen aufbewahrt werden muss.
Der Kopierfilm im Siebdruck
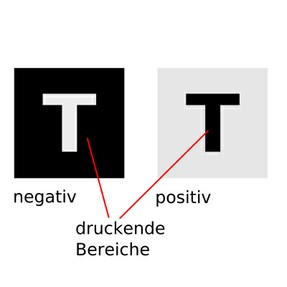 Auf dem Kopierfilm sind alle druckenden und nichtdruckenden Stellen zu sehen und stellen somit die Kopiervorlage für die jeweilige Farbe dar. Für den Siebdruck muss der Kopierfilm ein Positiv sein, da es sich beim Siebdruck um einen Schablonendruck oder auch Durchdruck handelt. Alle Stellen, die später gedruckt werden sollen, bleiben beim Kopierfilm stehen, und jene Bereiche, welche nicht drucken sollen, werden bei der Fimherstellung (Reprotechnik) entfernt.
Auf dem Kopierfilm sind alle druckenden und nichtdruckenden Stellen zu sehen und stellen somit die Kopiervorlage für die jeweilige Farbe dar. Für den Siebdruck muss der Kopierfilm ein Positiv sein, da es sich beim Siebdruck um einen Schablonendruck oder auch Durchdruck handelt. Alle Stellen, die später gedruckt werden sollen, bleiben beim Kopierfilm stehen, und jene Bereiche, welche nicht drucken sollen, werden bei der Fimherstellung (Reprotechnik) entfernt.
Belichtung und Entwicklung
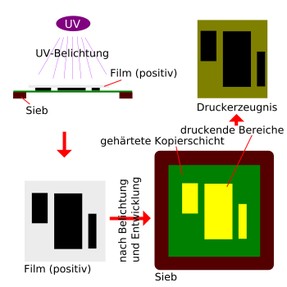 Eine wichtige Voraussetzung für die Kopie von Film auf Schicht, welche schließlich am Gewebe haftet, ist die Belichtung (UV-Bestrahlung). Schon direkt nach dem Belichten ist ein latentes Abbild des Kopierfilms zu sehen, doch damit das Sieb für das Drucken geeignet ist, muss die Kopierschicht noch entwickelt werden. Dies geschieht durch das Ausspülen mit Wasser, wodurch die unbelichteten, also ungehärteten Bereiche (die später druckenden Stellen – die Maschenöffnungen sind frei) weggespült werden. Alle anderen Bereiche der Kopierschicht wurden durch das UV-Licht gehärtet und bleiben am Gewebe haften. Ist das Sieb anschließend trocken, wird es eventuell noch retuschiert, das heißt, undichte Stellen werden mit einem speziellen Siebfüller abgedichtet. Nach einer darauf folgenden kurzen Trocknungsphase ist das Sieb druckfertig.
Eine wichtige Voraussetzung für die Kopie von Film auf Schicht, welche schließlich am Gewebe haftet, ist die Belichtung (UV-Bestrahlung). Schon direkt nach dem Belichten ist ein latentes Abbild des Kopierfilms zu sehen, doch damit das Sieb für das Drucken geeignet ist, muss die Kopierschicht noch entwickelt werden. Dies geschieht durch das Ausspülen mit Wasser, wodurch die unbelichteten, also ungehärteten Bereiche (die später druckenden Stellen – die Maschenöffnungen sind frei) weggespült werden. Alle anderen Bereiche der Kopierschicht wurden durch das UV-Licht gehärtet und bleiben am Gewebe haften. Ist das Sieb anschließend trocken, wird es eventuell noch retuschiert, das heißt, undichte Stellen werden mit einem speziellen Siebfüller abgedichtet. Nach einer darauf folgenden kurzen Trocknungsphase ist das Sieb druckfertig.
Auf dem Kopierfilm sind alle druckenden und nichtdruckenden Stellen zu sehen und stellen somit die Kopiervorlage für die jeweilige Farbe dar. Für den Siebdruck muss der Kopierfilm ein Positiv sein, da es sich beim Siebdruck um einen Schablonendruck oder auch Durchdruck handelt. Alle Stellen, die später gedruckt werden sollen, bleiben beim Kopierfilm stehen, und jene Bereiche, welche nicht drucken sollen, werden bei der Fimherstellung (Reprotechnik) entfernt.Belichtung und Entwicklung
Eine wichtige Voraussetzung für die Kopie von Film auf Schicht, welche schließlich am Gewebe haftet, ist die Belichtung (UV-Bestrahlung). Schon direkt nach dem Belichten ist ein latentes Abbild des Kopierfilms zu sehen, doch damit das Sieb für das Drucken geeignet ist, muss die Kopierschicht noch entwickelt werden. Dies geschieht durch das Ausspülen mit Wasser, wodurch die unbelichteten, also ungehärteten Bereiche (die später druckenden Stellen – die Maschenöffnungen sind frei) weggespült werden. Alle anderen Bereiche der Kopierschicht wurden durch das UV-Licht gehärtet und bleiben am Gewebe haften. Ist das Sieb anschließend trocken, wird es eventuell noch retuschiert, das heißt, undichte Stellen werden mit einem speziellen Siebfüller abgedichtet. Nach einer darauf folgenden kurzen Trocknungsphase ist das Sieb druckfertig. 
Die Rakel für den Siebdruck
Zusammen mit dem Sieb und der Farbe ist die Rakel der wichtigste Bestandteil des Siebdruckverfahrens. Sofern die Rakel per Hand zum Einsatz kommt, erfüllt sie zwei Funktionen aus – sie wird als Flut- und Druckrakel verwendet. Vom Fluten spricht man, wenn die Farbe leicht über das Sieb gestrichen wird, um die Maschenöffnungen des Siebgewebes mit eben dieser Farbe zu füllen. Kommt es zum Druckvorgang, wird die Rakel mit Druck von oben in die entgegengesetzte Richtung bewegt, wodurch die Farbe durch die Maschenöffnungen gequetscht wird und auf dem Bedruckstoff haften bleibt. Das Druckerzeugnis muss danach nur noch an der Luft getrocknet werden. Bei halb- oder vollautomatischen Maschinen wird zum Fluten der Siebdruck Farbe eine spezielle Flutrakel (Schlepprakel) verwendet, welche meist aus Metall besteht.
Früher noch nutzte man Gummi oder Kunstgummi (Neopren) für die Rakelblätter, doch heute setzt man auf widerstandsfähige Polyurethane unterschiedlichster Härte, welche dann in eine Halterung aus Holz oder Metall eingesetzt werden.
Zusammen mit dem Sieb und der Farbe ist die Rakel der wichtigste Bestandteil des Siebdruckverfahrens. Sofern die Rakel per Hand zum Einsatz kommt, erfüllt sie zwei Funktionen aus – sie wird als Flut- und Druckrakel verwendet. Vom Fluten spricht man, wenn die Farbe leicht über das Sieb gestrichen wird, um die Maschenöffnungen des Siebgewebes mit eben dieser Farbe zu füllen. Kommt es zum Druckvorgang, wird die Rakel mit Druck von oben in die entgegengesetzte Richtung bewegt, wodurch die Farbe durch die Maschenöffnungen gequetscht wird und auf dem Bedruckstoff haften bleibt. Das Druckerzeugnis muss danach nur noch an der Luft getrocknet werden. Bei halb- oder vollautomatischen Maschinen wird zum Fluten der Siebdruck Farbe eine spezielle Flutrakel (Schlepprakel) verwendet, welche meist aus Metall besteht.
Früher noch nutzte man Gummi oder Kunstgummi (Neopren) für die Rakelblätter, doch heute setzt man auf widerstandsfähige Polyurethane unterschiedlichster Härte, welche dann in eine Halterung aus Holz oder Metall eingesetzt werden.
Je nach Druckmotiv und eventuellen Feinheiten werden Rakelgummis unterschiedlicher Härtegrade, die in Shore angegeben werden, notwendig:
60°-70°
70°-80°
über 80°
60°-70°
- für große Farbflächen und Lasuren
- für satten Farbauftrag und für empfindliches Druckgut
70°-80°
- für den universellen Einsatz
über 80°
- für feine Rasterdrucke und dünnen Farbauftrag
Ebenso gibt es verschiedene Rakelprofile, die zum Einsatz kommen:
Profil A
Profil B
Profil C
Profil D
Profil A
- für Grafikdruck, Rasterfeinheiten
Profil B
- für Körper- und Runddruck
Profil C
- oft in Druckautomaten im Einsatz
Profil D
- für unebene Bedruckstoffe
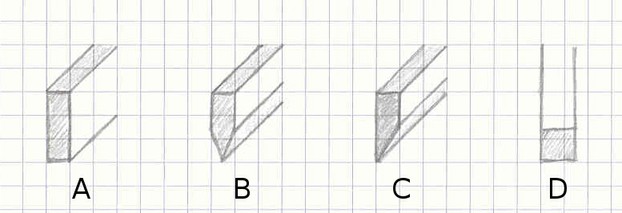
Rakelprofile
Druckfarbe und Trocknung im Siebdruck
Druckfarben setzen sich aus Pigmenten, Bindemitteln bzw. Lösemitteln und Zusatzmitteln sowie Additiven und Hilfsmitteln zusammen. Für Schwarzfarben verwendet man beispielsweise Ruße aus unvollständig verbranntem Erdöl als Pigmente. Und Titanoxid kommt als Weißpigment zum Einsatz oder wird als Füllstoff für Buntfarben genutzt. Um Metallschmuckfarben herzustellen, wird Aluminium, Kupfer und Messing benötigt, die dann zu feinem Silber- und Goldbronzen verarbeitet werden.
Grundlage für Bindemittel sind unterschiedliche Kunstharze, welche in Druckfarbenfabriken in Rührmaschinen (Dissolver) in einem Lösemittelgemisch gelöst werden. Verantwortlich für die spätere Eigenschaft einer Farbe ist die Kombination der entsprechenden Harze. Um also eine Farbe druckbar zu machen, werden Lösemittel verwendet, da sie die Harze vom Bindemittel lösen.
Die schon vom Hersteller hinzugegebenen Additive sind Beimischungen, die die Qualität des Endproduktes steigern. So werden für das Heruntersetzen der Oberflächenspannung der Druckfarbe Verlaufs- und Benetzungsmittel beigement, sodass von vornherein Verlaufsstörungen und Benetzungslücken verhindert werden. Wird eine spezielle Rasterfarbe angeboten, ist dort zusätzlich Thixotropiermittel enthalten. Jenes dient dazu, die Farbe zähflüssiger (Viskosität) zu machen.
Hilfsmittel sind Verdünner und Verzögerer, die der Drucker selbständig beimengen kann, um optimale Druckergebnisse zu erzielen. Auch Zusatzmittel, wie beispielsweise Transparentpaste, kann der jeweiligen Farbe vom Drucker nach Bedarf zugefügt werden. Dadurch wird die Siebdruck Farbe gestreckt und leicht aufgehellt.

Druckfarben setzen sich aus Pigmenten, Bindemitteln bzw. Lösemitteln und Zusatzmitteln sowie Additiven und Hilfsmitteln zusammen. Für Schwarzfarben verwendet man beispielsweise Ruße aus unvollständig verbranntem Erdöl als Pigmente. Und Titanoxid kommt als Weißpigment zum Einsatz oder wird als Füllstoff für Buntfarben genutzt. Um Metallschmuckfarben herzustellen, wird Aluminium, Kupfer und Messing benötigt, die dann zu feinem Silber- und Goldbronzen verarbeitet werden.
Grundlage für Bindemittel sind unterschiedliche Kunstharze, welche in Druckfarbenfabriken in Rührmaschinen (Dissolver) in einem Lösemittelgemisch gelöst werden. Verantwortlich für die spätere Eigenschaft einer Farbe ist die Kombination der entsprechenden Harze. Um also eine Farbe druckbar zu machen, werden Lösemittel verwendet, da sie die Harze vom Bindemittel lösen.
Die schon vom Hersteller hinzugegebenen Additive sind Beimischungen, die die Qualität des Endproduktes steigern. So werden für das Heruntersetzen der Oberflächenspannung der Druckfarbe Verlaufs- und Benetzungsmittel beigement, sodass von vornherein Verlaufsstörungen und Benetzungslücken verhindert werden. Wird eine spezielle Rasterfarbe angeboten, ist dort zusätzlich Thixotropiermittel enthalten. Jenes dient dazu, die Farbe zähflüssiger (Viskosität) zu machen.
Hilfsmittel sind Verdünner und Verzögerer, die der Drucker selbständig beimengen kann, um optimale Druckergebnisse zu erzielen. Auch Zusatzmittel, wie beispielsweise Transparentpaste, kann der jeweiligen Farbe vom Drucker nach Bedarf zugefügt werden. Dadurch wird die Siebdruck Farbe gestreckt und leicht aufgehellt.
 1999 Ausstellungsplakat Sebastian Bieniek, Kuns... 1999 Ausstellungsplakat Sebastian Bieniek, Kuns... |  Graul, Werner - Metropolis - Kunstdruck Artprin... Graul, Werner - Metropolis - Kunstdruck Artprin... |  Andy Warhol 2009. Posterkalender Pop Art Andy Warhol 2009. Posterkalender Pop Art |

5 Kommentare
Melde Dich an, um einen Kommentar zu schreiben.

Nebelmaschine oder Hazer - die Spezialeffektgeräte im ...
Hazer und Nebelmaschinen sorgen bei Bühnenshows für einzigartige Effekte. Doch wo liegt der Unterschied zwischen den beiden Geräten?
Universalgenie - Backpulver
Backpulver, die eierlegende Wollmilchsau. Die vielseitigen Möglichkeiten dieses billigen Stoffes sind kaum bekannt.

